電動伺服壓裝缸 特點及其智能控制系統集成
在現代自動化制造與精密裝配領域,電動伺服壓裝缸憑借其卓越性能,正逐步替代傳統的氣動、液壓壓裝設備。其核心優勢與智能控制系統的深度集成,共同構成了高精度、高柔性、智能化的壓裝解決方案。
電動伺服壓裝缸的核心特點
- 高精度與高重復性:采用伺服電機驅動滾珠絲杠或同步帶,配合高分辨率編碼器,可實現位移與壓力的閉環控制。其壓裝精度可達微米級,重復定位精度極高,確保了產品質量的一致性,特別適用于精密零件的過盈配合、軸承壓裝等工藝。
- 過程參數全可控:在整個壓裝行程中,可實時、同步、精確地監控與記錄壓裝力(壓力)與位移(位置)曲線。用戶可預設多種控制模式,如力控制、位移控制、力-位移混合控制等,實現對壓裝過程的精細化管理。
- 節能環保與低維護:僅在動作時消耗電能,無液壓油泄漏污染風險,也無氣動系統的空氣壓縮能耗與噪音問題。結構簡單,維護成本遠低于液壓系統。
- 柔性化與智能化:程序化控制使其能輕松適應不同產品的壓裝參數(壓力、速度、位置),換產時只需調用不同程序,極大提高了生產線的柔性。其數字化特性為與上層信息系統的集成奠定了基礎。
智能控制系統的深度集成
電動伺服壓裝缸的卓越性能,最終通過其智能控制系統得以完美釋放。該控制系統通常采用分層架構,實現從底層驅動到上層管理的無縫銜接。
1. 核心控制層:伺服驅動器與運動控制器
- 伺服驅動器:負責接收控制指令,精確驅動伺服電機,實現快速響應和穩定運行。內置的PID算法確保對力與位置的精準跟隨。
- 運動控制器(或PLC集成運動控制模塊):作為系統大腦,執行用戶編制的壓裝工藝程序。它處理來自編碼器的位置反饋和力傳感器的壓力反饋,實現復雜的力-位移曲線控制、多段速控制及安全限位管理。
2. 過程監控與質量判定層
- 實時曲線監控:系統實時繪制并顯示壓力-位移(P-S)曲線、壓力-時間(P-T)曲線等,操作者可以直觀監控壓裝全過程。
- 在線質量判定:這是智能控制的核心。系統可預設合格產品的“窗口”曲線(公差帶)。每次壓裝時,實時曲線會與“窗口”曲線進行自動比對。通過分析曲線特征,如峰值壓力、貼合點、斜率變化等,系統能實時判斷壓裝結果是否合格(如“過壓”、“欠壓”、“接觸過早”等),并立即給出OK/NG信號,實現100%在線檢測,杜絕不良品流出。
3. 數據管理與網絡集成層
- 數據記錄與追溯:所有壓裝過程的曲線和關鍵參數(最大壓力、最終位置、判定結果等)均被自動存儲,并可與產品序列號綁定,實現全過程數據追溯,滿足航空航天、汽車等高要求行業的質控標準。
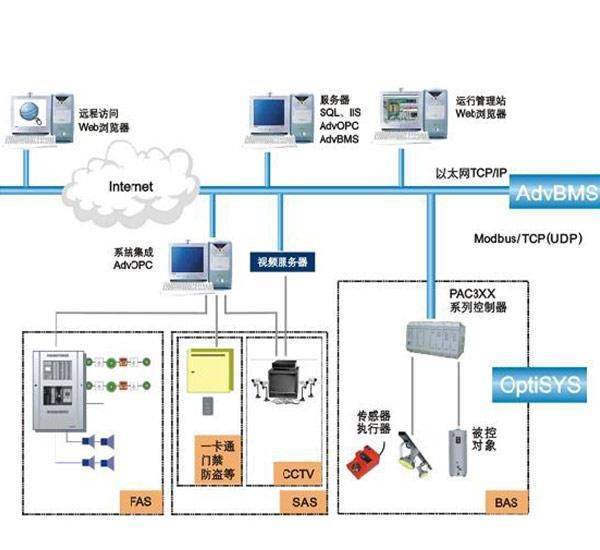
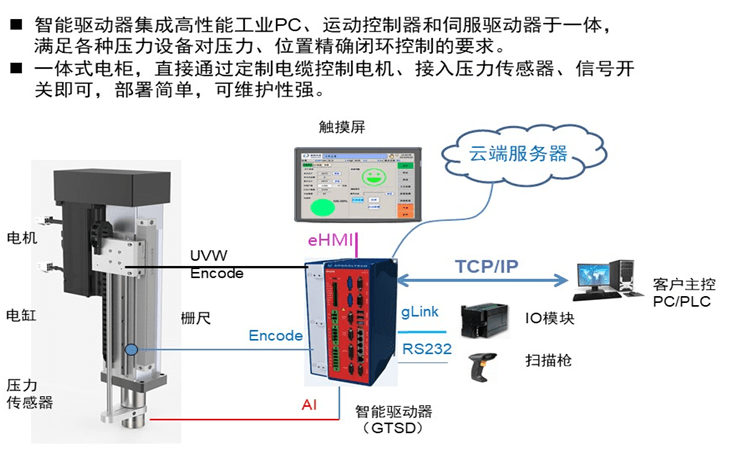
- 工業通信集成:控制系統通常標配以太網、PROFINET、EtherCAT、Modbus TCP等工業網絡接口,可輕松集成到工廠的MES(制造執行系統)、SCADA(監控與數據采集系統)或工業物聯網(IIoT)平臺中。實現生產指令下發、狀態監控、數據上傳與分析,助力構建數字化車間。
- 人機交互(HMI):通過觸摸屏提供友好的人機界面,方便參數設置、程序選擇、手動操作、報警查看及歷史數據查詢。
###
電動伺服壓裝缸以其高精度、數字化和柔性化的特點,成為現代智能制造的理想執行單元。而與其深度集成的智能控制系統,則賦予了它“大腦”和“感官”,不僅實現了壓裝過程的精確控制與實時監控,更通過數據追溯、網絡通信和在線質量判定功能,將單一的壓裝工位升級為智能制造網絡中的一個智能節點。這種機電一體化的集成解決方案,極大地提升了裝配質量、生產效率和整個制造系統的智能化水平,是工業4.0時代精密壓裝工藝的發展方向。
如若轉載,請注明出處:http://m.utyie.cn/product/17.html
更新時間:2026-06-15 03:47:01